Réaliser une impression 3D
Publié le 24 juin 2013Une fois le matériau d’impression choisi, il ne reste plus qu’à procéder à quelques ajustements de l’imprimante 3D pour lancer l’impression du fichier 3D. La plupart de ces réglages s’effectuent à l’aide du logiciel de contrôle d’impression.
LE LOGICIEL DE CONTRÔLE D’IMPRESSION
Appelé aussi logiciel d’impression 3D, le logiciel de contrôle d’impression permet de faire chauffer la tête d’extrusion, de contrôler les déplacements de l’imprimante durant les phases de test, de lancer l’impression et d’obtenir des informations importantes sur le comportement de la machine tout au long de la phase d’impression. Sans ce logiciel, l’imprimante 3D est comme un corps sans cerveau, incapable de fonctionner.
La plupart des imprimantes 3D sont fournies avec un logiciel dédié, à l’exception notable des machines open source qui sont compatibles avec différents logiciels. Pour ces dernières, il est cependant préférable de suivre les instructions du constructeur et d’installer l’un des logiciels recommandés. L’un des plus connus, ReplicatorG , convient aussi bien aux imprimantes 3D MakerBot qu’à la plupart des modèles issus du projet RepRap.
Tableau comparatif des principaux logiciels d’impression 3D.
| Logiciel | Imprimantes compatibles | Systèmes d’exploitation compatibles | Gestion de découpage de fichier | Visualisation de la pièce en 3D pendant l’impression |
| ReplicatorG | Imprimantes personnelles FDM (MakerBot, RepRap…) |
Linux, Mac OS X, Windows |
Oui | Oui |
| Pronterface | Imprimantes personnelles FDM (Printrbot, RepRap…) |
Linux, Mac OS X, Windows |
Non | Non |
| MakerWare | MakerBot | Linux, Mac OS X, Windows |
Oui | Oui (gestion de l’impression simultanée de plusieurs pièces) |
| Repetier | Imprimantes personnelles FDM |
Linux, Mac OS X, Windows |
Oui | Oui |
| Cura | Imprimantes personnelles FDM (Ultimaker, RepRap…) |
Linux, Mac OS X, Windows |
Oui | Oui |
| ZPrint | ZPrinter (3D Systems) |
Windows | Oui | Oui (gestion de l’impression simultanée de plusieurs pièces) |
| Objet Studio | Objet | Windows | Oui (découpage du fichier à la volée pour réduire le temps de préparation) |
Oui (gestion de l’impression simultanée de plusieurs pièces) |
| Magics | Imprimantes à frittage laser ou à stéréolithographie (EOS…) |
Windows | Oui | Oui (gestion de l’impression simultanée de plusieurs pièces) |
PRÉPARER L’IMPRIMANTE
Avant de lancer une impression, il faut procéder à quelques réglages et ajustements au niveau de l’imprimante, surtout s’il s’agit d’un modèle FDM. On considérera ici que la machine est fonctionnelle et déjà calibrée.
Contrôle des axes et du plateau
Les imprimantes personnelles à dépôt de filament fondu demandent généralement plus de vérifications et d’ajustements manuels que les autres modèles. Il est par exemple courant que les courroies de transmission reliées aux moteurs, qui permettent de faire bouger les axes x et y, se détendent. L’impression risque alors d’être moins précise puisque ces derniers se déplacent plus librement. Il faut donc s’assurer que ces courroies ne pendent pas : au contraire, elles doivent être aussi tendues que des cordes de guitare.

Courroie de transmission correctement tendue sur l’axe y d’une Printrbot jr. (Source : Printrbot jr)
Avec le temps, il arrive également que le plateau d’impression ou l’axe z glissent moins facilement. Il est alors conseillé de lubrifier légèrement les tiges de glissement pour faciliter les déplacements.
Pour vérifier que les axes se déplacent bien de manière optimale, un test consiste à faire bouger les différents éléments à l’aide du logiciel de contrôle et à mesurer les déplacements effectués (sans activer la température ni installer le filament). Choisissez un point de repère sur le plateau d’impression, comme le point le plus à droite possible sur l’axe x, puis effectuez un déplacement complet de l’axe (sur 10 cm, par exemple) et notez le point d’arrivée. Répétez cette manoeuvre plusieurs fois : si vous n’obtenez pas toujours le même résultat, il vous faudra procéder à certains réglages de votre imprimante, comme resserrer les courroies de transmission, s’assurer du bon glissement du plateau d’impression, etc.
Positionnement de la tête d’extrusion
Dans le cas des imprimantes personnelles à dépôt de filament fondu, il est important de vérifier que la tête d’extrusion est bien positionnée par rapport au lit d’impression. Pour cela, il suffit de faire glisser une feuille de papier sous la tête d’impression mise au point 0 : la feuille doit tout juste passer, prouvant qu’il n’y a pas de jeu entre la tête et le plateau. Effectuez ce test d’un bout à l’autre du lit d’impression pour vous assurer que cette mesure est identique sur toute la surface.
Chauffage de la tête d’extrusion
Vient ensuite le moment de faire chauffer la tête d’impression de la machine. Le logiciel de contrôle permet de suivre la montée de la température, souvent à l’aide d’un graphique en temps réel. Il faut compter en général une dizaine de minutes pour que la tête d’extrusion soit à la température voulue, qui varie selon le matériau utilisé : 185 °C en moyenne pour le PLA, 200 °C pour l’ABS, par exemple.
Ne pas imprimer à la mauvaise température !
Attention à ne pas lancer une impression si l’imprimante est froide ou n’a pas atteint la bonne température. Même si, dans ce cas, le logiciel de contrôle la bloque généralement, il vaut mieux éviter toute tentative, car cela pourrait endommager la tête d’extrusion.
Extrusion préparatoire
Une fois la température atteinte, il est fortement recommandé d’extruder quelques centimètres de filament avant toute impression, afin de se débarrasser des restes de filament de l’impression précédente (c’est particulièrement utile si celle à venir n’utilise pas la même couleur de filament, par exemple). Cette opération, qui dure quelques secondes, permet aussi de vérifier le bon comportement du filament : il ne doit pas boucler ou rester collé à la tête d’impression mais doit au contraire couler de façon fluide.
Pour cela, insérez le filament dans l’extrudeur sans forcer, en vous assurant qu’il est bien positionné au centre des dents de l’extrudeur (voir ci-contre l’image du haut pour un positionnement idéal). Puis faites-le glisser jusqu’à atteindre la tête chauffante. Réalisez alors une extrusion d’environ 30 mm, en ayant pris soin de placer la tête d’impression à quelques centimètres de hauteur sur l’axe z afin de ne pas bloquer le passage du filament.
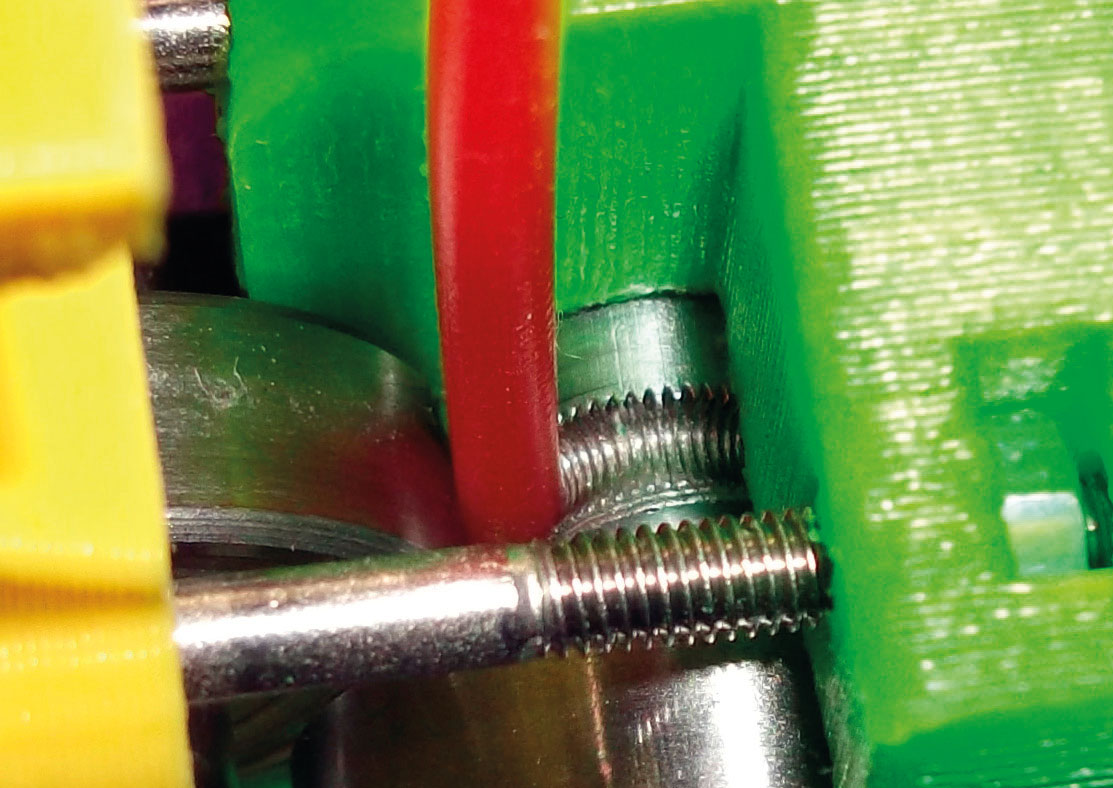
Filament parfaitement inséré dans l’extrudeur d’une RepRap Prusa Mendel. (Source : Nextday RepRap)
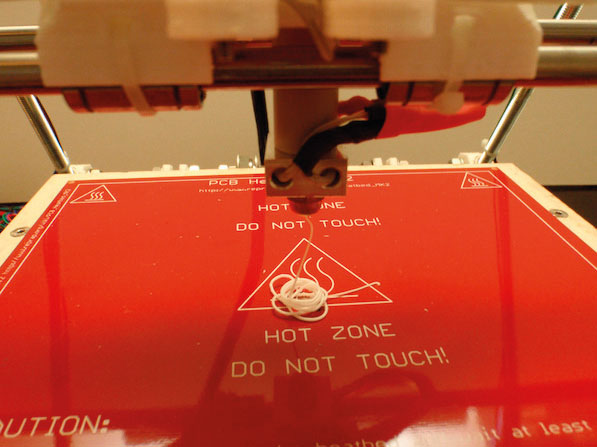
Extrusion du filament fondu par la tête chauffante d’une RepRap Prusa Mendel. (Source : RichRap)
LANCER L’IMPRESSION
Une fois tous ces réglages effectués, on peut charger le fichier prêt à imprimer dans le logiciel d’impression, si ce n’est pas déjà fait. Pour être imprimable, ce fichier doit d’abord avoir été découpé en tranches à l’aide d’un logiciel de découpe. Il doit également contenir toutes les indications nécessaires à la machine pour réaliser l’impression : positionnement de la pièce, épaisseur de couche, quantité de matière à déposer, vitesses de l’extrudeur, de déplacement de la buse chauffante et du plateau, densité du remplissage des pièces pleines, etc. Dans le cas d’une imprimante personnelle, le format de ce fichier est souvent du G-code.
Avant l’impression, certains logiciels de découpe et de contrôle permettent de définir le point de départ de chaque couche. Cette fonctionnalité est très utile si l’on souhaite avoir un contrôle complet sur l’impression : renforcer certaines zones de la pièce, créer des effets de plein et de vide…
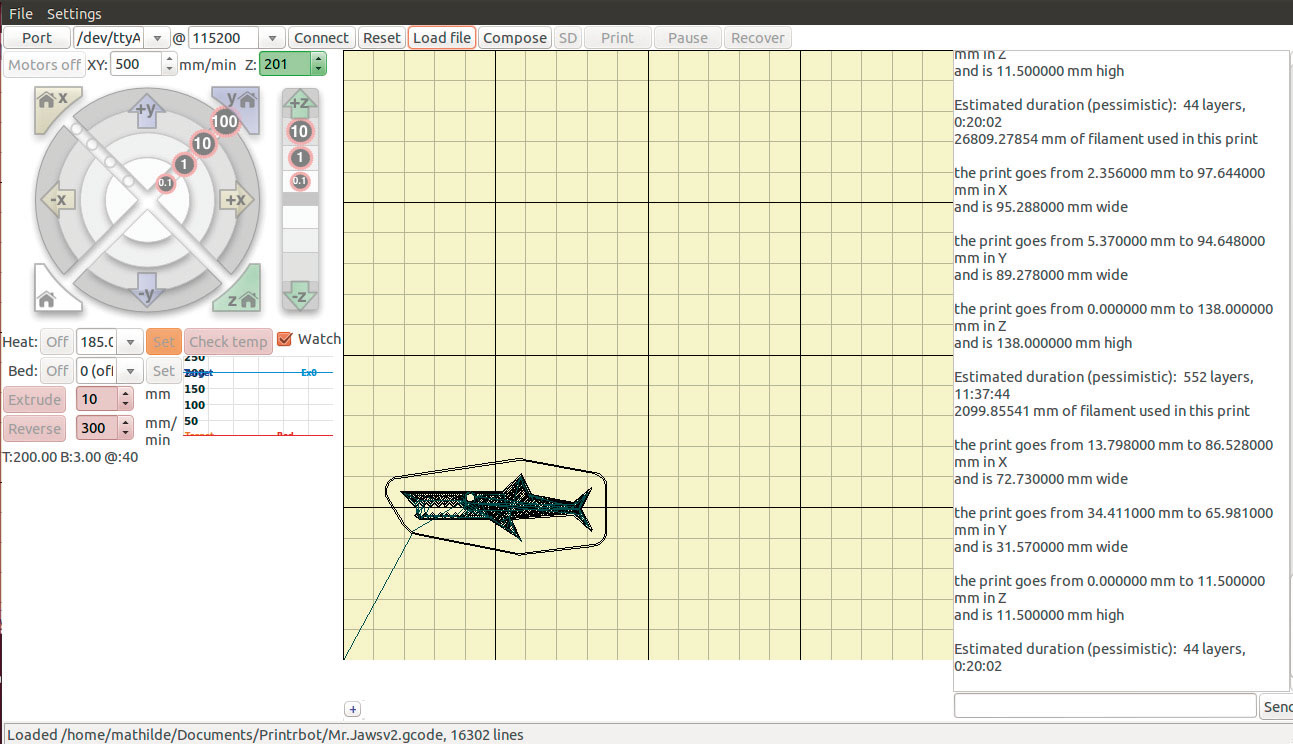
Capture d’écran du logiciel de contrôle d’impression Pronterface. La première couche de la pièce prête à imprimer est positionnée sur le plateau d’impression. (Source : Pronterface)
La possibilité de modifier les informations relatives à l’objet, comme son positionnement ou sa taille (échelle en pourcentage), est également un avantage appréciable pour mieux organiser le plateau d’impression. Elle est toutefois peu courante sur les logiciels de contrôle d’imprimantes 3D open source.
Le logiciel de contrôle de l’imprimante analyse ensuite le fichier, proposant en général une visualisation 3D de la pièce sur le plateau d’impression. Selon le logiciel de contrôle utilisé, seule la première couche sera visible, ou bien l’objet dans son ensemble. L’impression peut alors être lancée.
Grâce au logiciel de contrôle, on peut visualiser l’évolution de la pièce durant son impression, bien pratique si l’ordinateur et l’imprimante 3D utilisés ne sont pas dans la même pièce
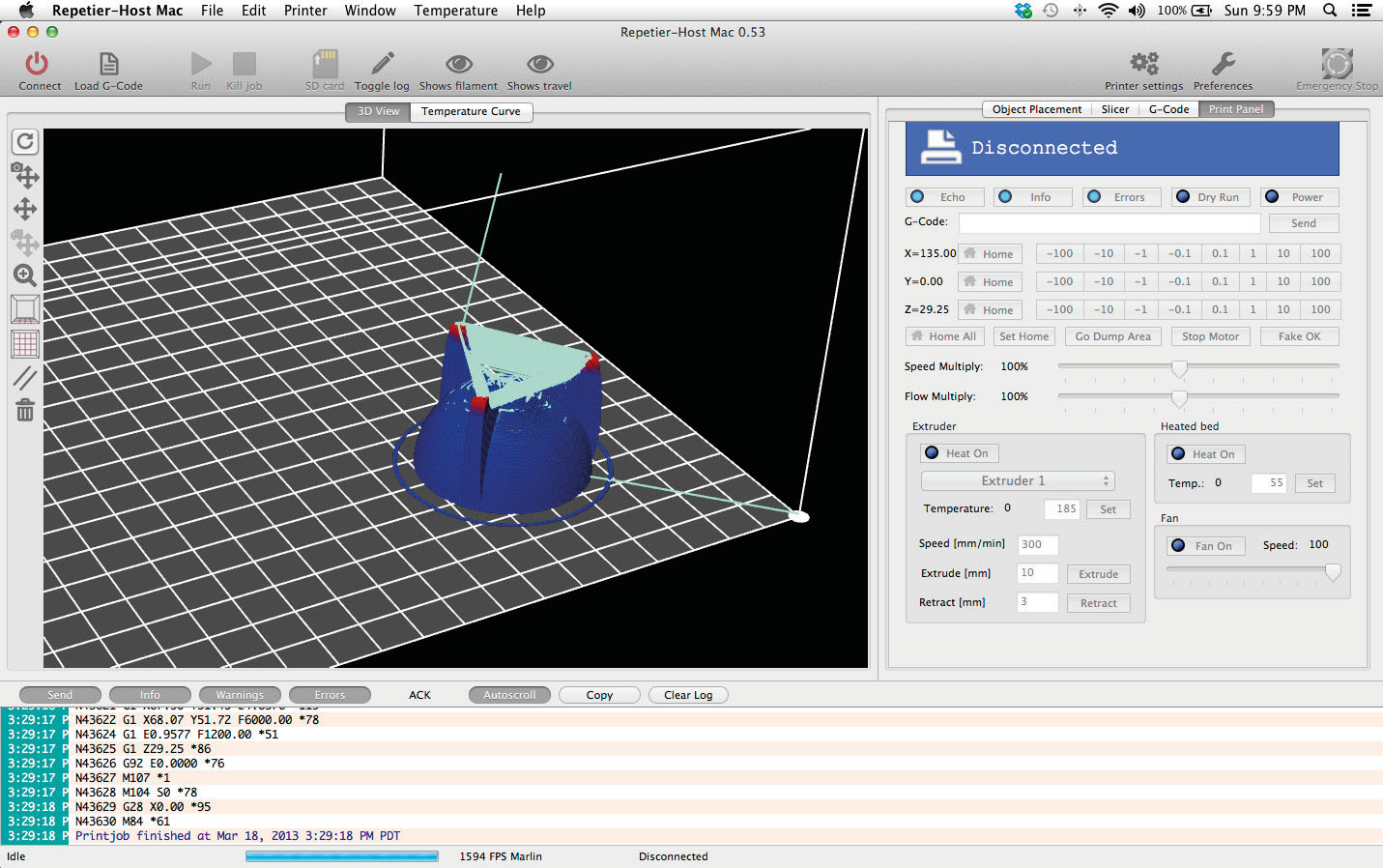
Capture d’écran du logiciel de contrôle d’impression Repetier. L’objet est visible dans son ensemble. (Source : Repartier)